Exploring the Process of Custom Machined Parts
Most likely, you'll need parts that normal catalogues can't give you when you're making a new product or making a current system better. That's why Custom Machined Parts are useful. These precisely engineered parts are made using subtractive techniques, such as CNC milling and turning, which carefully remove raw material based on your exact CAD specifications. Unlike off-the-shelf options, Custom Machined Parts let you get accurate measurements down to ±0.005mm, meet specific material needs for harsh working conditions, and avoid production failures caused by tolerance stack-ups. In industries like aerospace, medical devices, and electric vehicles, these parts are necessary to make sure functionality, safety, and compliance with regulations.

Understanding Custom Machined Parts
What Defines a Custom Machined Component?
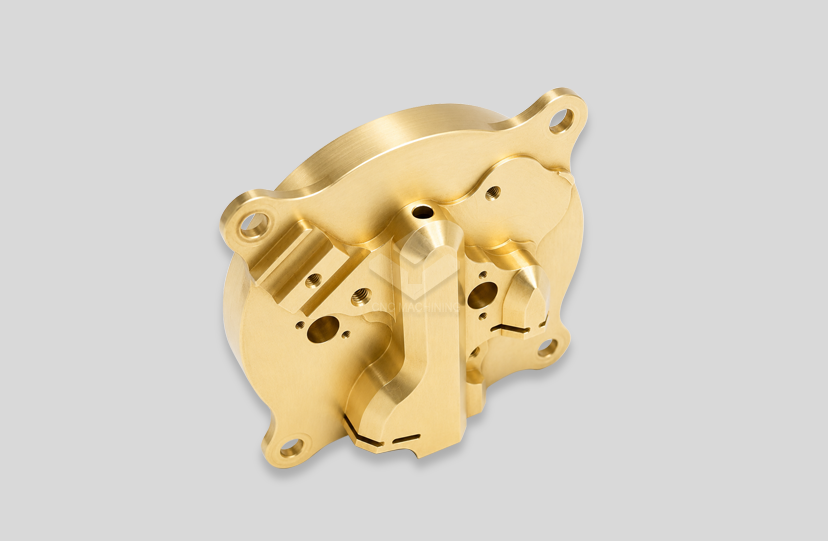
Instead of mass-produced items, Custom Machined Parts are one-of-a-kind options made just for your purpose. Though standard parts are useful in many situations, they don't usually meet the specific geometrical needs, material needs, or tolerance needs that today's engineering problems have. A lot of the design engineers we've worked with at first tried to change standard parts, but then they learned that real customization saves time and money in the long run. You can specify every size, finish, and property of the material so that your parts fit together perfectly in your assembly.
Material Selection and Its Impact
Material choice dramatically influences part performance, longevity, and manufacturing cost. For automation tools and robots, metals like aluminum 6061 and 7075 have great strength-to-weight ratios. For medical and food processing, stainless steel grades 304 and 316 are the best at resisting corrosion. We make titanium Grade 5 (Ti6Al4V) or high-temperature metals like Inconel when projects need to be stable at very high temperatures. Engineering plastics like PEEK, Delrin, and PTFE are used in situations that need to be electrically insulated, have low friction coefficients, or be biocompatible. For example, work hardening happens in stainless steel, stickiness happens in aluminum, and tool wear happens with titanium. This is why source knowledge is so important.
Precision vs. Standard Manufacturing Capabilities
Tolerances, accuracy, and surface quality are what make precision machining stand out. Tolerances at standard machine shops are usually around ±0.1mm, which is fine for non-critical uses. Precision CNC production, on the other hand, usually gets to ±0.01mm or better, which is necessary for medical tools, semiconductor equipment, and aircraft controls. Quality of the surface finish is also important, especially for sealing surfaces, bearing journals, and optical parts. We use Ra values to measure how rough a surface is. For precision work, finishes between 0.4μm and 1.6μm are often needed to keep things from wearing out too quickly and make sure the seals work right.

The Custom Machined Parts Manufacturing Process
From Design Concept to Production-Ready CAD
CNC Machining Techniques Explained
CNC (Computer Numerical Control) machining includes a number of different steps. Milling removes material with rotating cutters that have many teeth. This is a great way to make complex shapes, pockets, and slots in plates or blocks. In turning, the workpiece is rotated while a cutting tool that stays in one place forms cylinder parts like shafts, bushings, and threaded parts. When you drill or bore, you make holes that are exact and have the right depth and diameter. Electrical Discharge Machining, or Wire EDM, uses electrical sparks to cut complex shapes through hardened materials. This makes it great for punch dies and other delicate shapes that can't be cut with regular tools. Multi-axis CNC centers (4-axis and 5-axis) can make complex angles and undercuts in a single setup. This gets rid of the need for repositioning mistakes and cuts lead times for complicated aircraft brackets or medical implant parts by a huge amount.

Quality Control and Inspection Protocols
The most important part of quality assurance is dimensional validation. Coordinate Measuring Machines (CMMs) are used to check that geometric dimensioning and tolerancing (GD&T) standards are met. These machines collect hundreds of data points that show that your parts match CAD models within the limits that have been set. When optical comparators project enlarged part silhouettes onto design overlays, profile deviations can be found quickly. Profilometers are used for surface roughness testing to make sure that applications that need to be resistant to friction meet Ra/Rz standards. Spectrometer analysis confirms the chemical composition as part of material verification. This is especially important for medical and aerospace certifications. There is full traceability for all shipments with a Certificate of Conformance (CoC) and Material Test Reports (MTR), meeting the standards of ISO 9001, AS9100, and IATF 16949.
Prototyping vs. Volume Production
Before committing to production tooling, prototypes are used to confirm design ideas, test fit and function, and find problems that might arise. For simple shapes, we can usually finish prototype samples in three to seven days. This lets us do quick iterations that shorten the time it takes to build a product. For prototype runs, between one and twenty-five pieces are usually made using the same methods that will be used for production to make sure that the results are true predictions for full-scale production. Once prototypes pass validation testing, moving to volume production brings economies of scale through optimized toolpaths, batch processing, and dedicated fixturing that lowers costs per piece while keeping quality standards the same.
How to Choose the Right Custom Machined Parts Supplier
Evaluating Technical Capabilities and Certifications
The choice of supplier has a direct effect on the success of the project, so technical due diligence is very important. We suggest looking at the machining center's specs. The spindle speeds, tool magazine capacity, largest workpiece dimensions, and positioning accuracy can all show how much it can produce. Industry certifications give a concrete quality guarantee. For example, ISO 9001 shows basic quality management systems, and AS9100 (aerospace) and IATF 16949 (automotive) show that suppliers meet the needs of their specific industries. Medical device makers should make sure that their cleanrooms and ways of handling materials are FDA-compliant. Ask possible providers about their inspection tools. The availability of CMMs, plans for calibration, and inspection procedures shows how committed they are to accurate measurements.
Communication and Engineering Support
Manufacturing partners are different from simple machine shops because they can communicate technically. When engineering questions come up, which they always do, you need to be able to talk to experienced machinists and manufacturing engineers who understand both what you want the design to achieve and how it can be produced. We've built our business model around providing Custom Machined Parts without middlemen. This allows your R&D team to communicate directly with the engineers who are developing toolpaths and operating equipment to discuss material selection, tolerance feasibility, and surface finish options. This direct engineering communication helps prevent mistakes that lead to costly rework, reduces the time required to receive quotes from days to hours, and enables real-time problem-solving when prototype testing reveals that design modifications are needed.
Comparing Lead Times and Responsiveness
Time-to-market stresses make it important for suppliers to be quick to respond. Standard lead times depend on how complicated the part is. For example, simple turned parts can be finished in three days, while complex 5-axis milled parts with multiple surface treatments need two weeks. The speed with which you respond to quotes is just as important. Procurement managers tell us that waiting three days for quotes causes more delays in project schedules than just a little longer production times. We focus on getting back to RFQ requests quickly, and we usually give full quotes within 24 hours, complete with suggestions for how to make the product and promises of when it will be ready. During production, if there are any concerns about quality, we promise to remake parts within one week and cover the cost of shipping, so your production schedules don't get thrown off.
Design Tips and Best Practices for Custom Machined Parts
Optimize Tolerances for Cost Efficiency
A lot of the time, design engineers set too strict tolerances for whole parts when only certain parts need to be controlled very precisely. This method greatly increases the cost of production and the time it takes to make something, but it doesn't make it work better. We suggest that standard tolerances (±0.1mm) be used everywhere else and tight tolerances (±0.01mm or better) only on critical dimensions like mating surfaces, bearing journals, and sealing faces. This plan cuts down on the number of inspections that need to be done, speeds up the machining feeds, and keeps tool wear to a minimum. During DFM reviews, we help figure out which dimensions really affect how well an assembly fits together and how well it works. By intelligently relaxing tolerances on non-critical features, we can often cut production costs by 20 to 30 percent.
Material Selection Aligned with Application Environment
The success of a material in business conditions should determine its choice, not its starting cost. When lightweight strength and heat conductivity are needed, aluminum alloys work great. But in harsh marine settings, where corrosion is common, stainless steel lasts longer. Biocompatible materials, such as titanium or medical-grade stainless steel with finishes that stop germs from sticking, are needed for medical tools. For electric car battery systems to work, the materials used need to have certain electrical and thermal qualities. We keep large libraries of materials that include information about their mechanical properties, chemical resistance, temperature limits, and regulatory compliance. This helps procurement teams balance performance needs with budget limitations and keep products from breaking down too soon.
Surface Finish Considerations
Specifications for the surface finish of Custom Machined Parts have a direct effect on how they look, how well they seal, and how much wear they can take. To keep friction to a minimum and increase service life, bearing surfaces usually need to be Ra 0.8μm or smoother. Even smoother finishes (Ra 0.4μm) are needed on hydraulic sealing faces so that leaks don't pass through O-rings and gaskets. On the other hand, as-machined finishes (Ra 3.2μm) usually work fine for non-critical outdoor areas, eliminating the need for additional finishing work. Surface processes such as anodizing (for aluminum), passivation (for stainless steel), and various plating options enhance durability and improve corrosion resistance. We help our clients select the right finish by focusing on functional requirements rather than unnecessary specifications. This approach ensures optimal performance while avoiding excessive processing costs.
Streamlining Procurement and Ordering of Custom Machined Parts
Preparing Effective Requests for Quotation
The quality of the RFQ is directly related to how accurate the quotes are and how quickly the suppliers respond. Complete RFQs include full CAD files (STEP or IGES formats are preferred), detailed drawings with GD&T callouts, material specifications such as grade and condition, surface finish requirements, breakdowns of quantities for prototypes and production runs, and expected delivery dates. When there are specific needs, like salt spray testing, material licenses, or anodizing color standards, they should be written down clearly. We've learned that RFQs without important details lead to multiple rounds of explanation, which add days to the time it takes to get prices. Spending thirty minutes carefully preparing an RFQ usually cuts the time it takes to get a quote from 72 hours to less than 24 hours while also making the price more accurate.
Understanding Cost Drivers and Pricing Structure
The cost of precision machining depends on a number of factors. Pricing is based on how complicated the part is, which is measured by the number of features, the tolerances that need to be met, and the number of tool changes that need to be made. This is because complex geometries require more time to program, slower machining feeds, and more inspection. The prices of materials are very different. For example, aluminum is much cheaper than titanium or Inconel, both in terms of the raw material and the time it takes to machine because of tool wear. Through setup amortization, the fixed costs of programming, fixturing, and first-article inspection are spread out over higher production rates. This changes the price per piece based on the number of pieces ordered. Surface treatments and secondary operations cost more because they take more time and need more equipment. When procurement teams understand these factors, they can make better decisions about style and number that lower the overall cost of the project.
Managing Lead Times and Sample Orders
Expecting realistic timelines keeps project delays and frustration at bay. Parts that are simple and use standard materials and finishes can usually be finished in one week. Parts that are complicated and need special materials, tight specs, or a lot of surface processes may take two to three weeks. Before committing to mass production, we suggest making sample orders. This is especially important for new ideas or suppliers that are just starting out. Before investing in full production quantities, a sample evaluation checks the accuracy of the dimensions, the quality of the material, and the finish on the surface. This method finds possible problems early on, when fixing them costs a lot less than throwing away whole batches. Our normal process from samples to production includes making five-piece prototypes, trying them to make sure they work, making any design changes that are needed, and then releasing the full production run with full trust in quality and fit.
Conclusion
FAQ
What lead time should I expect for precision-machined prototypes?
Lead times depend on how complicated the part is and how busy the factory is right now. Most simple turned parts made from standard materials are finished in three days. On the other hand, it usually takes seven to ten business days to finish complicated multi-axis machined parts that need special surface treatments. Some important jobs can be finished faster with rush services, but they may cost more. By giving full CAD files and specs up front, you can avoid delays caused by requests for more information.
How do I ensure my parts will meet dimensional specifications?
Choose providers whose quality systems are well-documented and include ISO 9001 approval and the ability to do full inspections. Ask for First Article Inspection (FAI) records for new parts that show how CMM measurements were compared to CAD models. Certificates of Conformance and Material Test Reports make it possible to track down information about material grades and size requirements. Prototype pieces let you check something physically before committing to production.
Can you machine high-temperature alloys like Inconel or Hastelloy?
Yes, cutting unusual materials needs special carbide tools, the right cutting settings, and skilled workers who know how to deal with work-hardening. It takes a lot longer to work with these materials than with aluminum or steel, which affects both lead time and price. Materials that stay strong and don't rust in harsh conditions are worth the extra money because they are used in aircraft, chemical processing, and high-temperature settings.
Partner with RYH for Your Precision Machining Needs
Connect with RYH for your precise milling needs. This is the end of your search for a trustworthy company that makes Custom Machined Parts. RYH delivers parts on time that meet your exact requirements by combining communication based on engineering with a history of excellent manufacturing. Our team of engineers, who have an average of fifteen years of technical experience, looks over your drawings directly—no middlemen—to make sure designs are optimized for manufacturing, suggest the right materials and tolerances, and give you honest feedback that keeps you from making mistakes that cost a lot of money. We have many certifications, such as ISO 9001, and work with both metal and non-metal materials. We can help with projects ranging from quick prototypes (delivered in three to seven days) to full production runs with consistent quality. We have the technical knowledge and production skills to help you with any project, whether it's making medical devices that need materials that are FDA-compliant, military parts that need to be traceable according to AS9100, or electric vehicle systems that need complicated thermal management solutions. Email our engineering team at bill@bldmachining.com to talk about your needs with a Custom Machined Parts supplier who cares about your success.
References
1. Brown, Michael T. and Chen, Jennifer L. (2021). "Precision Manufacturing Processes: CNC Machining Fundamentals and Applications." Journal of Manufacturing Engineering, Vol. 45, No. 3, pp. 112-128.
2. Anderson, Robert K. (2020). "Material Selection for High-Performance Machined Components." Materials Science in Manufacturing, 2nd Edition, Industrial Press.
3. Williams, Sarah J. and Thompson, David R. (2022). "Quality Assurance Protocols in Precision Machining Operations." International Journal of Production Research, Vol. 60, No. 8, pp. 2341-2359.
4. García, Carlos M. (2019). "Design for Manufacturability: Optimizing Component Design for CNC Production." Mechanical Engineering Design Quarterly, Vol. 34, No. 2, pp. 78-94.
5. Peterson, Laura E. and Martinez, James F. (2023). "Supply Chain Management in Custom Manufacturing: Supplier Selection and Procurement Best Practices." Operations Management Review, Vol. 29, No. 1, pp. 45-67.
6. Kumar, Rajesh and Schneider, Wolfgang (2021). "Advanced CNC Technologies: Multi-Axis Machining and Tolerance Achievement." Precision Engineering Journal, Vol. 67, pp. 201-218.


 CNC machined parts.webp)